 English
English金年会大学
新闻资讯
- Chinaplas2024 Day丨金年会包装机&金年会挤出机现场络绎不绝
- 展会现场:金年会与您相约相遇广交会
- 美丽从心,口红由手——妇女节DIY口红聚会
- 开工大吉|新征程,新希望!2024金年会热辣滚烫开场!
- 2024龙腾四海“亿”起飞丨聊城金年会年会盛典圆满举办
联系我们
联系人:谢先生
手机:13845578865
电话:+86 139 1256236
邮箱:faygo@faygo.cn
地址:河北省邢台隆尧县游辉岭423号飞翔路8号
吹瓶技术
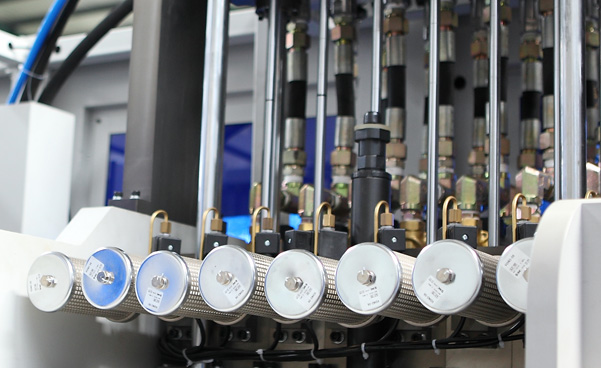
金年会包装机在工艺上的流程说明
- 作者:faygo
- 发布时间:2021-11-20
- 点击:3068
包装机的吹塑过程是双向拉伸过程,PET链取向排列呈双向延伸,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,气密性好。虽然拉伸有助于提高强度,但不应过度拉伸,要控制好拉伸吹胀比:径向不超过3.5 ~ 4.2,轴向不超过2.8 ~ 3.1,瓶坯壁厚不应超过4.5毫米。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90-120度之间。在这个区间内,PET表现为高弹态,快速吹塑、冷却定型后成为透明瓶。在一步法中,这个温度是由注射过程中的冷却时间长短决定的,所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸-一次吹-二次吹,这三个动作虽时间短,但一定要配合好,尤其是前两步决定了料的整体分布和吹瓶的质量。因此需要节好:拉伸开始时间、拉伸速度、预吹开始和结束时间、预吹气压力、预吹气流量等,如果可能,最好控制瓶坯的整体温度分布和瓶坯内外壁的温度梯度。
- 上一个:包装机维护保养五大注意事项:
- 下一个:没有了!
新闻资讯
-
2019-04-30
Φ14-55mm PE & PPR管材生产线运行现场
-
2019-09-29
金年会欢迎您!
-
2017-06-16
吹气大师杨新良
-
2020-10-26
秋意正浓,出游当时,和金年会一起出去走走吧!
-
2016-04-19
金年会PE-RT地暖管生产线
-
2015-07-16
十月革命,战果累累,金年会,气势如虹








 客服1
客服1